Cosmetic outside. Complex inside. Same part.
Precision CNC machining for electronics — RF and microwave housings, heat sinks, instrument enclosures and connectors, machined from solid and finished on one floor.
Free DFM review on every quote — your part priced by an engineer, not an auto-quote. NDA on request.
- AS9100D · ISO 9001
- Tolerances to ±0.005 mm
- Cosmetic-grade finish
- CMM-verified
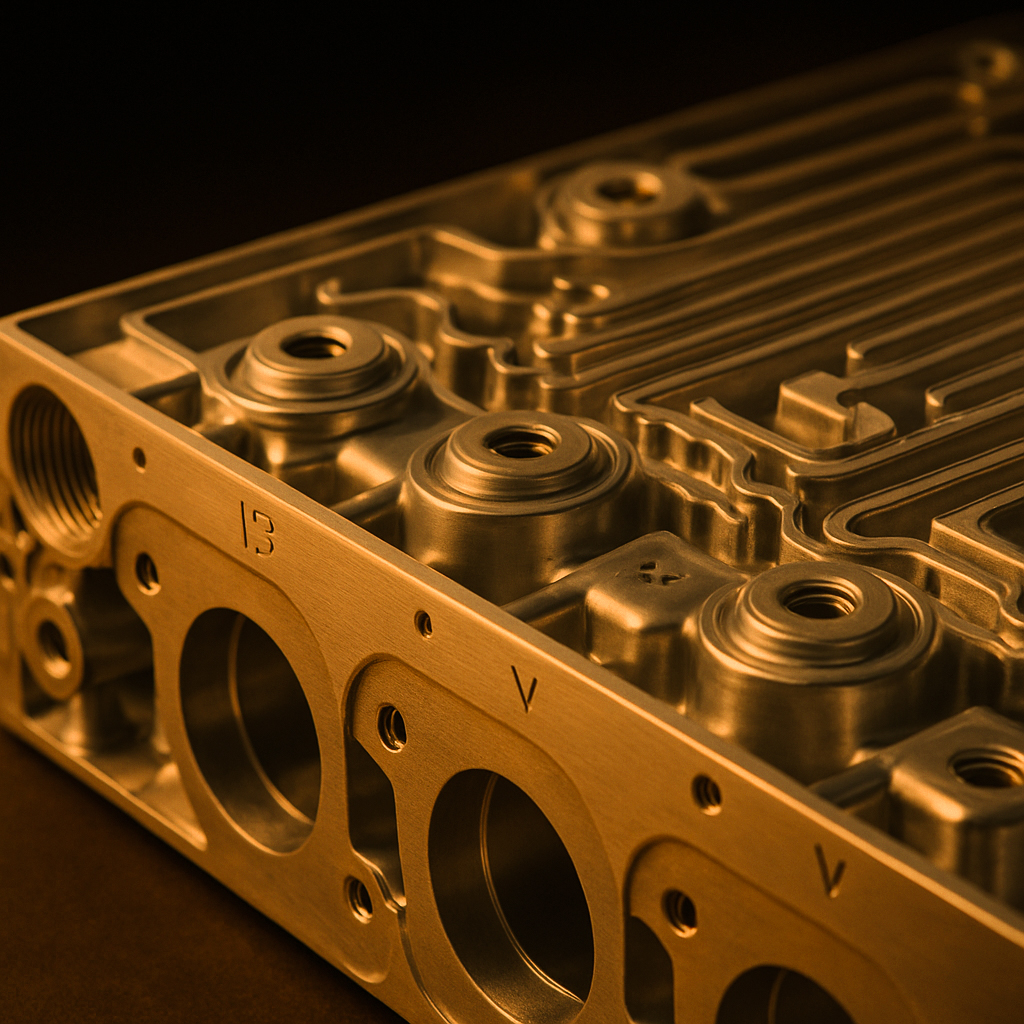
An electronics enclosure is two jobs fighting each other — a show-surface face and complex internal geometry. We make both, on one part, one supplier.
A scratch on a show face rejects the whole batch.
Cosmetic spec agreed up front — Class A faces, finish, defect limits — then held in production.
The part passes dimensions but fails EMC.
Machined from solid: a continuous, weld-free Faraday shell with flat gasket faces.
A non-flat heat-sink base throttles cooling.
Base flatness held to spec and CMM-verified, so the chip actually makes contact.
Electronics parts we machine
RF & microwave housings
Machined from solid for a continuous, weld-free shell — a natural Faraday cage for EMI/RFI shielding, with cavity dimensions that tune performance.
Heat sinks & cold plates
Custom fin geometry beyond extrusion limits, with a flat base that eliminates air gaps to the chip; black-anodised for emissivity.
Instrument enclosures & chassis
I/O cutouts and PCB standoffs milled into the body — no spin-out threaded inserts — with a cosmetic-grade outer face.
Connectors & charging docks
Connector bodies, backshells and docks — tight, repeatable engagement features and show faces, off one setup at volume.
Built for the parts that must be cosmetic and complex at once.
An RF housing has to tune, shield, seal and look right — all on one part. Here's the geometry, and how we hold it.
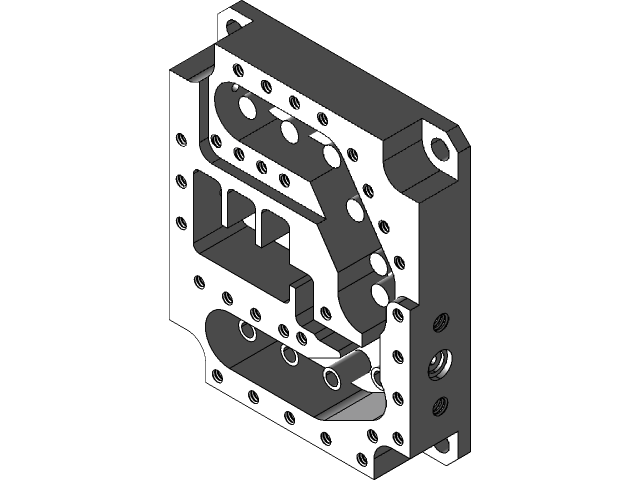
- Cavities on multiple faces
- Resonator cavities on the top face, connector ports on the side — features on several faces that must hold one datum so the RF tunes. 5-axis in one setup.
- Shielding from solid
- Machined from solid: a continuous, weld-free Faraday shell with flat gasket faces — the shield has no seams to leak.
- The face is the product
- A show-surface anodised face and the internal geometry off the same setup — no two-vendor mismatch between machine and finish.
- Proven, not assumed
- CMM-verified critical features and cavity dimensions, cosmetic checked against the agreed standard.
Representative of the work we take on — not a named customer part. Share a real one under NDA and we'll show you exactly how we'd hold it.
One supplier owns the whole part.
Most shops buy their machines — and run a finish shop against a machine shop to get a cosmetic part, so when something’s wrong nobody owns it. We design, build and operate ours — Nimbus (5-axis) and Aura (3-axis) — and finish in-house, so the show face and the internal geometry come off the same datum, and no part bounces between two suppliers playing the blame game.
- Machine + finish, one roof
- no machinist-vs-finisher blame game
- In-house IP
- toolpath, fixturing & kinematics ours — fixes in days, not vendor weeks

Your supplier-quality checklist — answered before you ask.
Everything an electronics quality team checks before placing a part — answered, honestly.
AS9100D · ISO 9001 quality system
Certified — the inspection and traceability discipline electronics QA audits for.
Tolerance & inspection
±0.005 mm on critical features; CMM-verified, not calipers; first-article on new parts.
Material traceability
Mill certs and heat/lot numbers — chain of custody on every batch.
Cosmetic standard
Class A / secondary surfaces, colour, gloss and defect limits — agreed before award.
EMI / RF shielding
Machined-from-solid continuous shell, flat gasket faces, conductive plating via partners.
Thermal performance
Heat-sink base flatness and emissivity finish held to spec, CMM-verified.
Finishing
Anodise and bead blast in-house; plating and coating through controlled partners — we own the coordination.
Material compliance
RoHS/REACH-compliant materials with pass-through documentation — you own the declaration.
Prototype to volume
First article, then repeatable batch consistency under one process control.
Confidentiality
NDA on request; files handled under access control.
Cosmetic, dimensional, EMI and thermal — owned on one part, by one supplier, so nothing falls between vendors.
Aluminium 6061 for housings and heat sinks — light, conductive and anodises clean (and a better thermal/electrical choice than 7075) · brass and copper where conductivity or shielding is the point · PEEK, ULTEM and nylon where you need insulation or an RF-transparent part. Machined to the dimensional and surface standard each component actually needs.
We mill enclosures, connectors, heat sinks, charging docks and instrument housings on our own multi-axis platforms — DFM review by our engineering team first, then cut, inspected and finished in-house. From prototype runs to full production, the floor scales to demand while holding the same tight, repeatable tolerances — as low as ±0.005 mm — across every component.
How it works
Send your drawings
Upload a STEP or IGES model and a 2D drawing. Tell us material, finish and any cosmetic spec. Confidential — NDA on request.
DFM review
Our engineering team reviews manufacturability and finish, and flags risk before you commit. No portal, no auto-quoter.
A real quote
A fixed price with material, the finish/cosmetic plan and the inspection plan attached — and a real lead time.
We machine & finish it
Cut on our own 3- and 5-axis platforms and finished in-house, so the show face and internal geometry agree.
Inspect & ship
CMM verification on critical features, cosmetic check against the agreed standard, with material cert and CoC.
Questions, answered.
Tolerances, materials, documentation, lead time — the questions a buyer asks before placing a part with us. Don’t see yours?
Yes — the show-surface face and the internal pocketing come off the same setup, referencing the same datum, so finish and geometry agree. We agree the cosmetic standard (Class A faces, colour, defect limits) before the part is awarded.
As low as ±0.005 mm on critical features, validated per part family under production conditions and confirmed on the quote — never an auto-quote.
Machining a housing from solid aluminium gives you a natural Faraday cage — a continuous, weld-free shell — with flat gasket faces and conductive plating (via partners) to keep shielding continuous across mating surfaces.
We machine in RoHS/REACH-compliant materials and pass through the supplier material declarations your filing needs. RoHS/REACH is a material-and-documentation matter — the OEM holds the final declaration; we make it easy to support.
Anodise and bead blast are in-house; plating and coating run through controlled NADCAP-grade partners — and we own the coordination, so one supplier is accountable for machine + finish.
Yes — iterate on a first article, then scale on the same floor under the same process control, holding the same tolerances and cosmetic standard run after run.
Send your drawings. Get a real quote.
Upload STEP, IGES or a PDF — tell us material and quantity. Our engineering team reviews manufacturability and returns a price and lead time.